
- 海外生产基地
NEWJI 制造
(海外基地)生产基地
在海外生产中,最可怕的不是价格,而是“无法预测的质量”。
我们的海外基地(中国)将注塑、挤出与吹塑集中于一处,并设计一套从量产启动、制程中到出货前检验都能防止质量漂移的管控体系。
海外生产体系
(基地概要)
在海外基地(中国),我们承接从打样到量产的树脂成型产品。
以注塑、挤出与吹塑为核心,并涵盖二次加工与出货形态,
基于量产质量的前提,提出生产方案与检验设计。
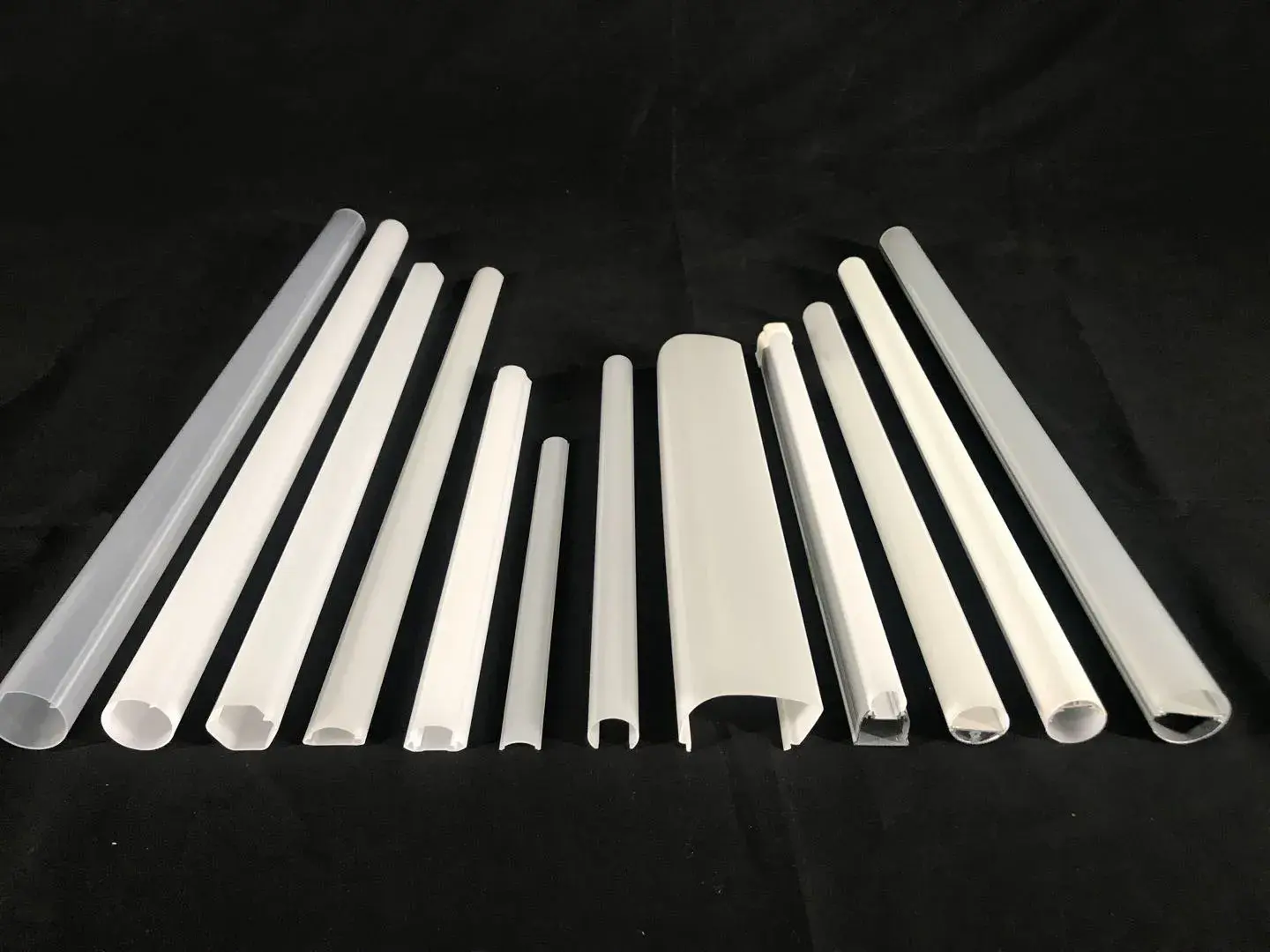
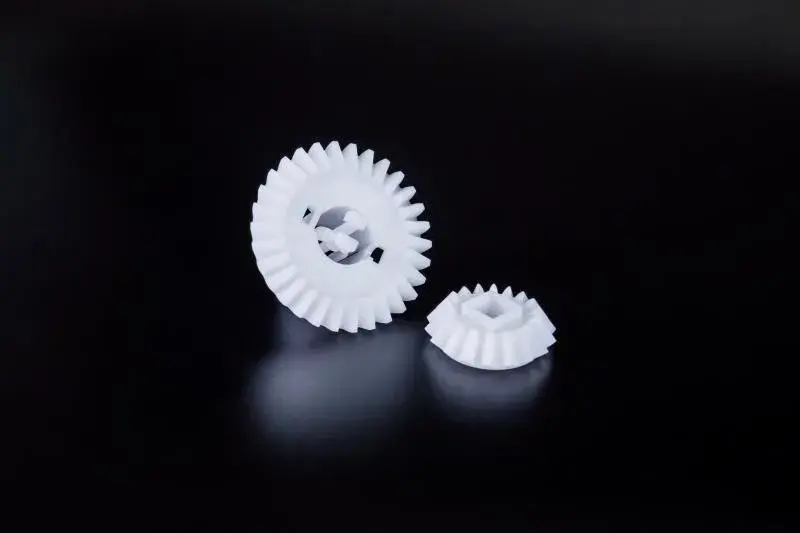
树脂注塑/挤出/吹塑
| 注塑成型: | 零件、外壳、机构部件等 |
|---|---|
| 挤出成型: | 型材、管材、连续成型产品 |
| 吹塑成型: | 中空形状、容器形状 |
| 二次加工: | 组装/印刷/包装(按项目设计) |

不放任当地基地的质量管控
在量产中,“做得出来”远不如“能持续以同样质量做出来”重要。
我们的基地在量产初期、制程中、出货前检验三个节点设计质量,
并构建与您的规格、公差与外观标准相匹配的“管控框架”。
量产启动质量(量产初期)
条件设定/标准化/关键特性的共识确认
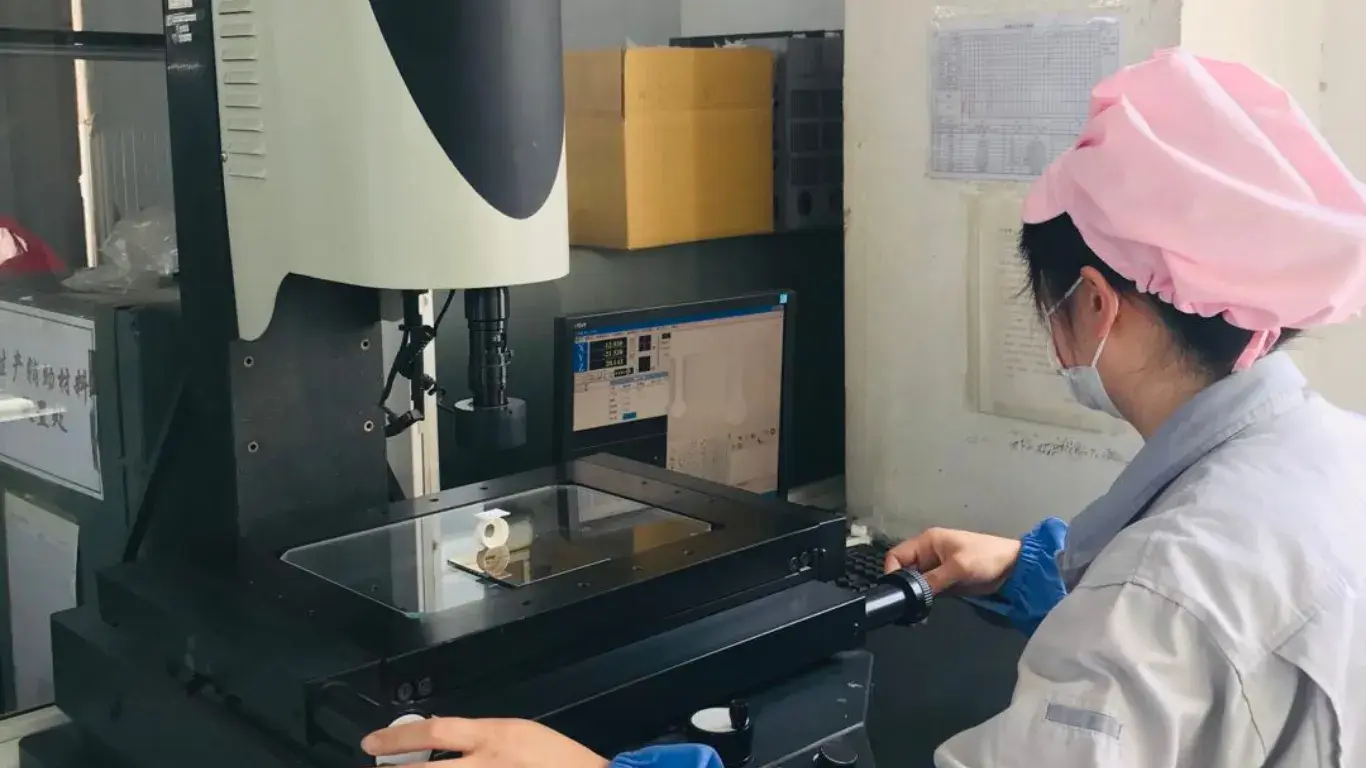
制程中质量(将质量内建于过程)
将关键尺寸、外观与功能的检查点嵌入制程
出货前检验(最终关口)
批次判定/记录/不合格品的隔离遏制
我们在海外基地落地质量管控体系本身。
对规格变更、量产启动与量产切换具备强“应变力”
海外采购的前提,就是“条件会在中途发生变化”。
我们的基地会梳理规格变更带来的影响(质量、交期、成本),
并支持稳定供应,包括重新设计量产条件。
规格变更
梳理材料/外观标准/公差变更带来的影响(质量、成本、交期)
量产启动
量产初期的检验设计、制程管控点的设定
量产
批次管控、出货前检验、报告表单的运行
生产实绩
(树脂成型)
在树脂成型中,难度因用途、形状与所需质量而差异巨大。
我们的基地建立起面向量产质量的条件设计与管控体系,实现持续供应。
工业用途的树脂成型零件(外观、尺寸、功能要求)

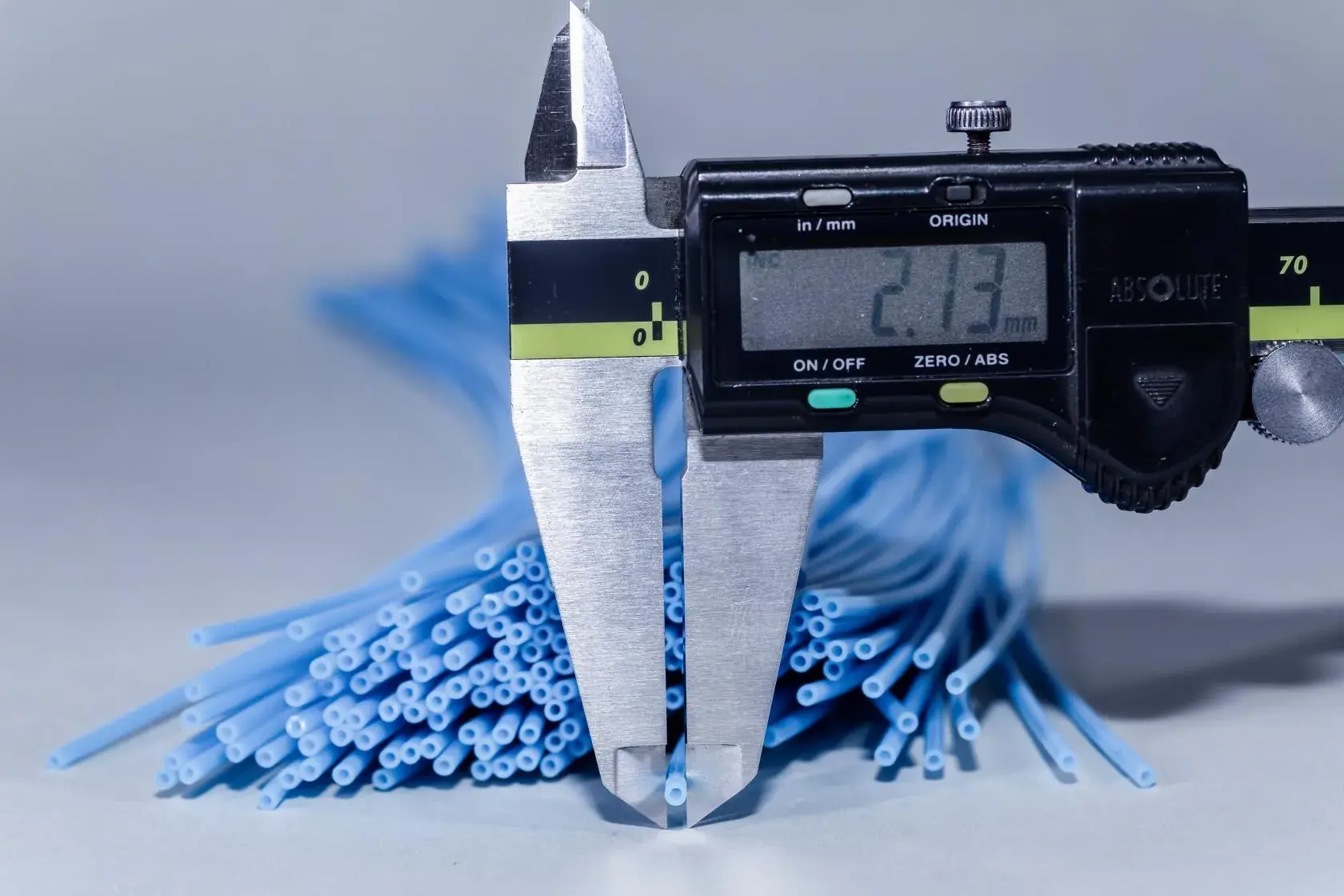
挤出型材(长尺寸/连续产品)
吹塑产品(中空/容器形状)

成型+组装+包装(直至出货形态)
※因保密义务无法公开的实绩,可在签署保密协议(NDA)后单独分享。
设备与技术
17 台注塑机(40–388t)+8 台挤出机+3 台吹塑机。正因设备与检验一应俱全,我们才能以质量取胜。
主要持有设备
| 设备 | 规格 | 台数 |
|---|---|---|
| 注塑成型机 | 40t(立式) | 1 |
| 注塑成型机 | 60t | 2 |
| 注塑成型机 | 90t | 3 |
| 注塑成型机 | 100t | 1 |
| 注塑成型机 | 120t | 2 |
| 注塑成型机 | 160t | 4 |
| 注塑成型机 | 220t | 1 |
| 注塑成型机 | 250t | 1 |
| 注塑成型机 | 368t | 1 |
| 注塑成型机 | 388t | 1 |
| 挤出机 | φ45 | 4 |
| 挤出机 | φ50 | 2 |
| 挤出机 | φ65 | 2 |
| 挤出机 | φ90 | 1 |
| 吹塑成型机 | φ50 | 1 |
| 吹塑成型机 | φ55 | 1 |
| 吹塑成型机 | φ75 | 1 |
| 三坐标测量机(CMM) | - | 1 |
| 投影仪 | - | 1 |
| 绝缘测试仪 | - | 1 |
| 耐压(绝缘耐压)测试仪 | - | 1 |
生产体系|以稳定的“运营设计”进行生产
质量与其说由设备决定,不如说由“制程如何运行”决定。
我们的基地将管控点、检验标准、记录与不合格处理标准化,
构建即便在海外生产也能防止质量漂移的运营。
| 轮班 | 产能 | 外协的运用 | 紧急应对 |
|---|---|---|---|
| 白班(8:00–17:00) ※人员与班次可按需调整 |
从小批量到量产 (数量与运行条件按项目调整) |
按制程特性,对表面处理、追加加工等灵活协调 | 可应对 (通过优先排程与换型,优先将交期影响降至最低) |
应对架构|加快产量与质量的决策
在海外生产中,“决策迟缓”会成为质量风险。
我们的基地构建了加快现场决策的架构与协调流程,
以速度感推动量产启动与质量问题的解决。

组织
| 员工人数 | 31 |
|---|
在海外基地实现同等质量
质量波动与返工不仅冲击成本,也冲击交期与信任。
我们的基地通过对标总部标准并将运营内建,力求稳定生产与高重现性的质量。
在海外基地稳定质量与生产的体系
- 统一标准作业与培训
我们将作业程序与检查点标准化、使培训保持一致,让操作者更换时质量也不崩盘。 - 制程中质量的可视化
我们统一记录与判定标准,让缺陷与返工可按制程把握,实现早期发现与防止复发。 - 变更管理(图纸、规格、条件)
我们将图纸/材料/制程变更规则化,对通知、审批与记录进行端到端管理,防止沟通失误导致的返工。 - 审计与纠正循环
通过定期审计消除“想当然以为已完成”的心态,将偏差检测与纠正内建于体系,让现场改善永不停步。 - 数据运营的内建(表单、记录)
我们将依赖个人的纸面/Excel 管理整理为统一、精简的记录集,为质量与改善决策对齐输入。

统一的质量标准
- 检验标准与判定规则与总部统一
- 缺陷分类(原因/现象)对齐,以加快防止复发
- 定期召开质量数据评审会,让改善永不停步
将稳定生产体系化
- 将制程条件标准化以抑制波动
- 对关键制程重点管控,以早期发现异常
- 发生问题时设清晰的应对流程,以更快恢复

供应链协调
- 将与供应商及外协方的质量条件文档化
- 设立共享变更、延误与缺陷的运营规则
- 以“设计”同时支撑交期与质量的架构
如果您正为树脂成型的量产或质量管控而苦恼,请与我们洽谈
您是否在以“以为看得见”的前提运营海外工厂?
我们将量产启动/制程中质量/出货前检验作为一套体系来运行。
常见问题
- 量产中的外观与尺寸不良降不下来
- 是的,量产阶段不良止不住的情形很常见。
我们将制程条件、模具状态、夹具精度与检验标准逐一拆解,
精确定位“波动究竟在何处产生”,
进而提出能落定为可重现条件的改善方案。
超越临时性修补,我们能构建在量产中持续稳定的体系。
- 我不想在量产启动阶段失败
- 量产启动阶段的失败,会对下游制程与量产成本造成巨大影响。
我们从打样与量产初期阶段就介入,
尽早浮现设计意图与现场条件之间的差距。
因为我们重视“在量产前消除每一处不确定性”,
所以能将返工与意外的麻烦降至最低。
- 我不放心交给当地基地,想要一套检验与报告的框架
- 是的,这份不安完全可以理解。
我们不依赖现场判断,而是让任何人都能把握状况,
梳理检验项目、判定标准与报告表单,
并构建可重现的“检验与报告框架”。
我们力求达到防止依赖个人、并可在公司内外共享的状态。
- 我想把挤出与吹塑放在一处一并咨询
- 是的,我们不是单独处理某一道制程,而是从包含上下游制程的整体优化视角来应对。在考量挤出与吹塑特性的基础上,
我们将条件设定、质量风险直至量产中的注意要点全部梳理,
并以“相互衔接的制程设计”提出方案。
如果您希望整合对接窗口,可以放心地与我们洽谈。