
- Overseas Production Facility
NEWJI Manufacturing
(Overseas Facility)Production Facilities
In overseas production, the scariest thing isn't price — it's "quality you can't predict."
Our overseas site (China) handles injection, extrusion and blow molding under one roof, and we design a control system that keeps quality from drifting — from launch through in-process to pre-shipment inspection.
Overseas Production System
(Facility Overview)
At our overseas site (China), we handle resin molded products from prototype through mass production.
Centered on injection, extrusion and blow molding — and including secondary processing and shipping format —
we propose production plans and inspection designs built on the premise of mass-production quality.
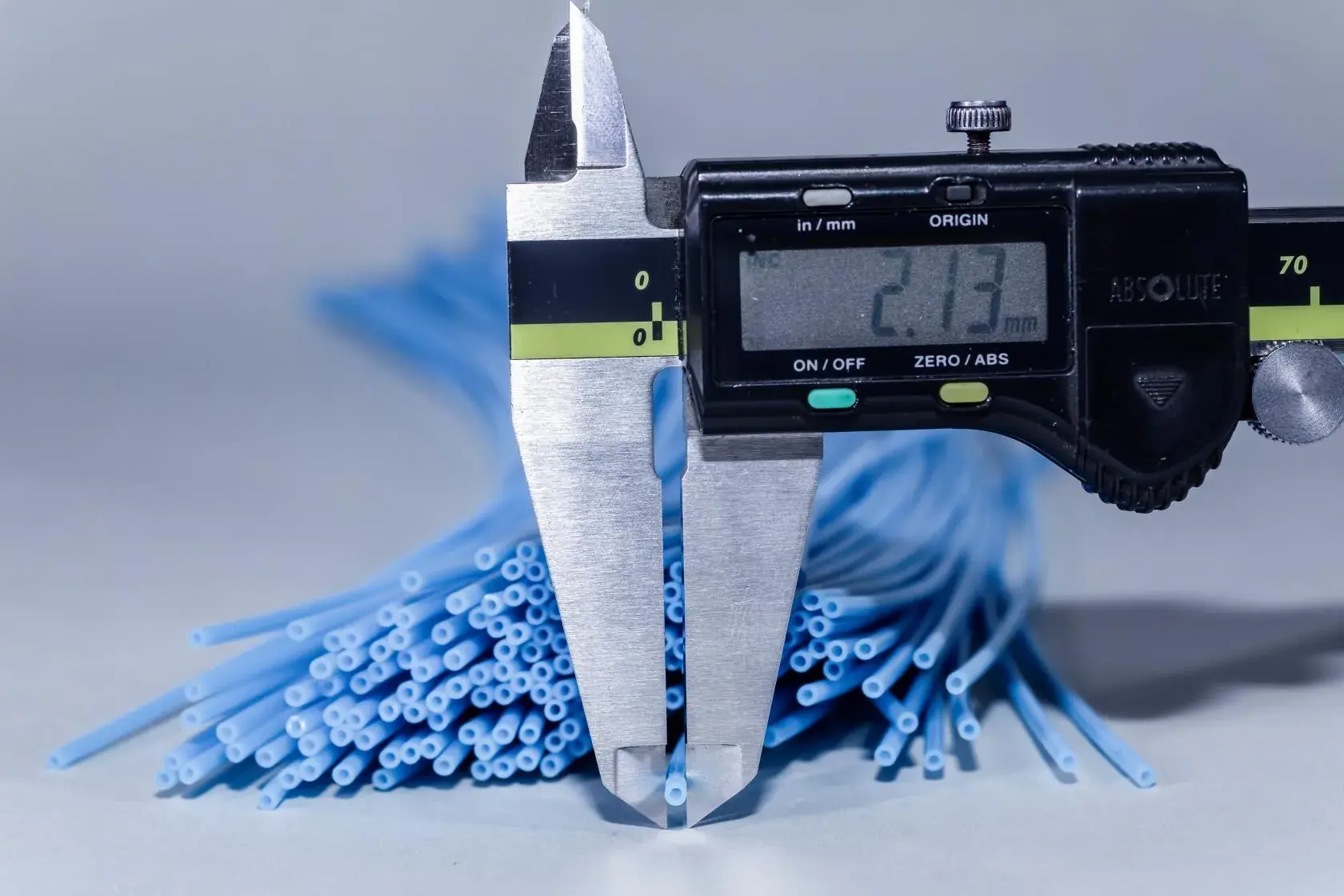
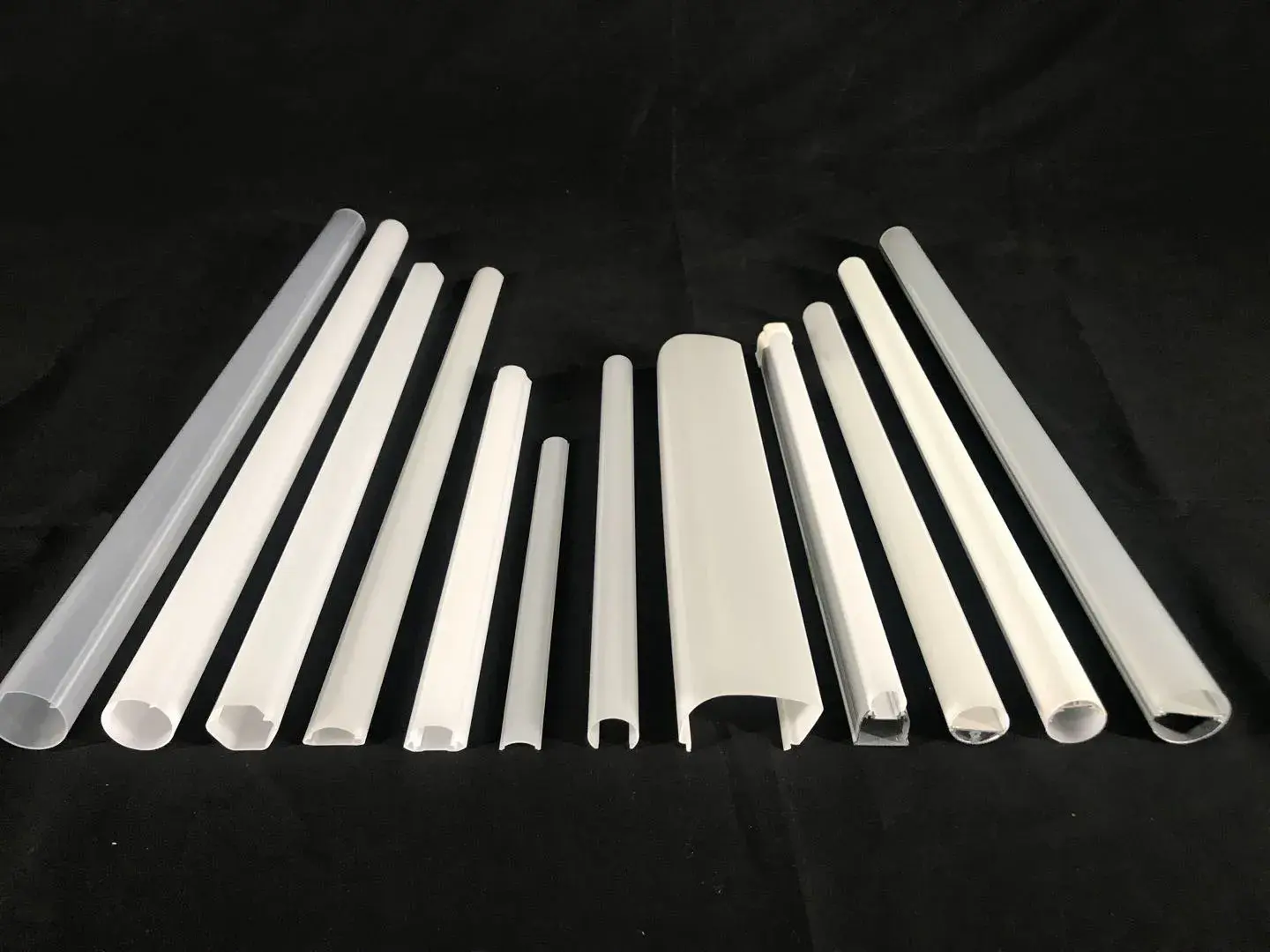
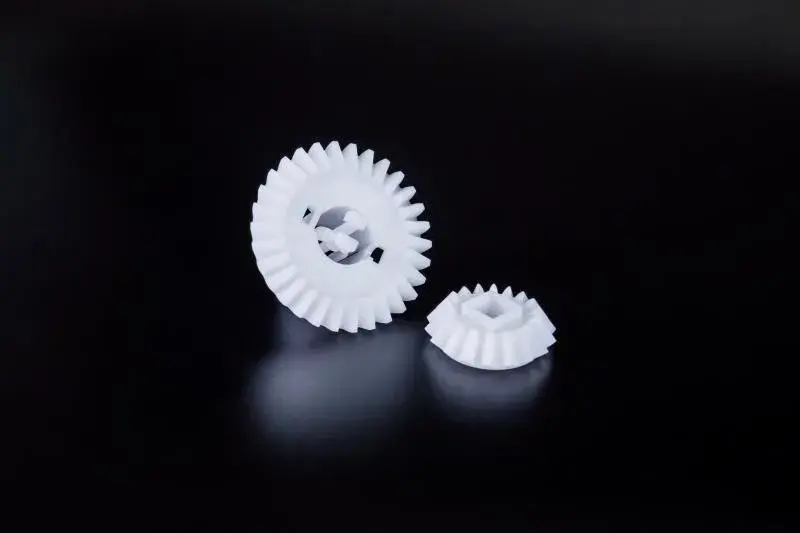
Resin Injection / Extrusion / Blow Molding
| Injection molding: | Parts, covers, mechanism components, etc. |
|---|---|
| Extrusion molding: | Profiles, tubing, continuously molded products |
| Blow molding: | Hollow shapes, container shapes |
| Secondary processing: | Assembly / printing / packaging (designed per project) |

Quality Control That Isn't Left to the Local Site
In mass production, "able to make it" matters less than "able to keep making it at the same quality."
Our site designs quality at three points — early production, in-process, and pre-shipment inspection —
and builds a "control framework" matched to your specifications, tolerances and appearance criteria.
Launch quality (early production)
Condition setting / standardization / agreement on critical characteristics
In-process quality (building it in)
Embedding checkpoints for critical dimensions, appearance and function into the process
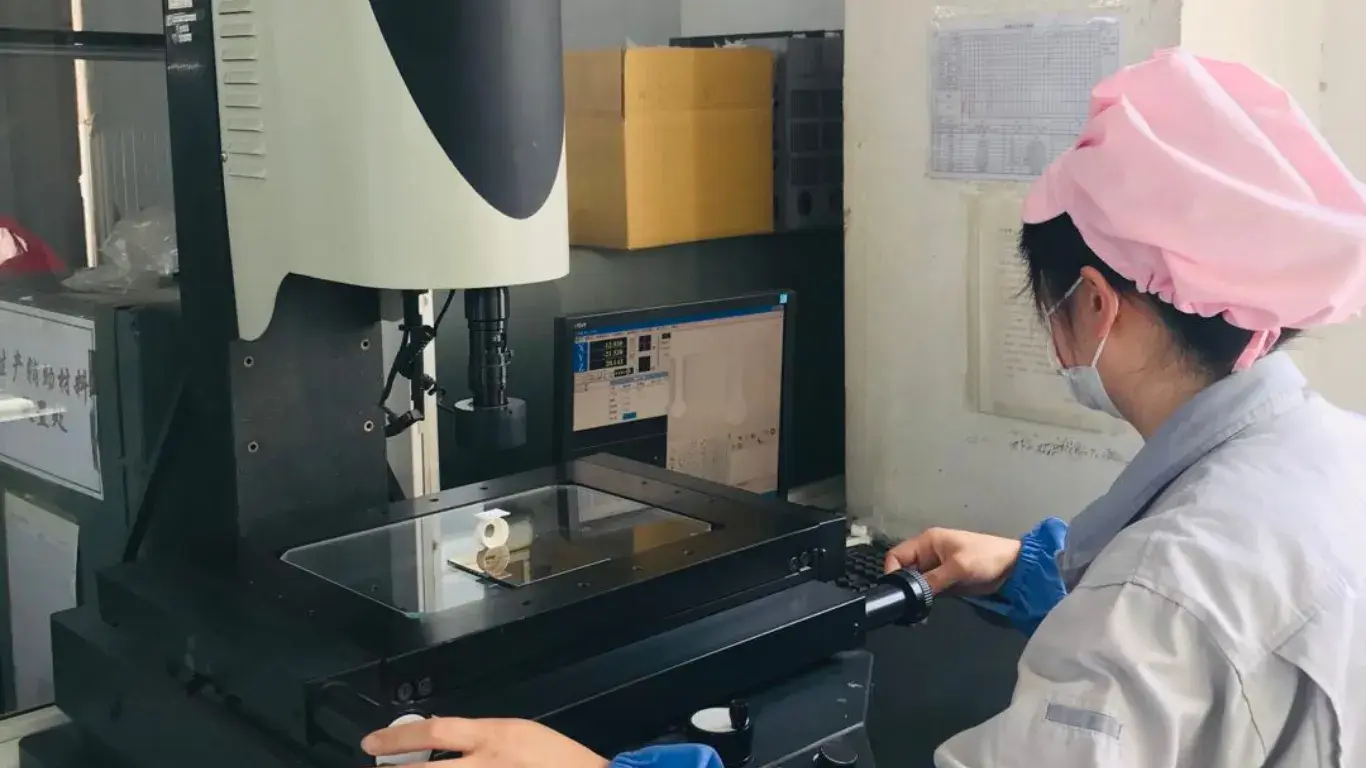
Pre-shipment inspection (final gate)
Lot judgment / records / containment of nonconformities
We implement the quality-control system itself at the overseas site.
Strong "Responsiveness" to Spec Changes, Launch & Mass-Production Transition
Overseas sourcing assumes that "conditions change midway."
Our site organizes the impact of spec changes (quality, lead time, cost),
and supports stable supply — including redesigning mass-production conditions.
Spec changes
Organizing the impact of material / appearance criteria / tolerance changes (quality, cost, lead time)
Launch
Inspection design for early production, setting of in-process control points
Mass production
Lot control, pre-shipment inspection, operation of reporting formats
Production Track Record
(Resin Molding)
In resin molding, difficulty varies greatly by application, shape and required quality.
Our site puts in place condition design and a control system geared to mass-production quality, achieving continuous supply.
Resin molded parts for industrial use (appearance, dimensions, functional requirements)

Extruded profiles (long / continuous products)
Blow molded products (hollow / container shapes)

Molding + assembly + packaging (down to shipping format)
* Track records that cannot be disclosed due to confidentiality obligations can be shared individually after an NDA is signed.
Equipment & Technologies
17 injection machines (40–388t) + 8 extruders + 3 blow molders. Because the equipment and inspection are all in place, we can compete on quality.
Main Equipment Held
| Equipment | Size | Units |
|---|---|---|
| Injection molding machine | 40t (vertical) | 1 |
| Injection molding machine | 60t | 2 |
| Injection molding machine | 90t | 3 |
| Injection molding machine | 100t | 1 |
| Injection molding machine | 120t | 2 |
| Injection molding machine | 160t | 4 |
| Injection molding machine | 220t | 1 |
| Injection molding machine | 250t | 1 |
| Injection molding machine | 368t | 1 |
| Injection molding machine | 388t | 1 |
| Extruder | φ45 | 4 |
| Extruder | φ50 | 2 |
| Extruder | φ65 | 2 |
| Extruder | φ90 | 1 |
| Blow molding machine | φ50 | 1 |
| Blow molding machine | φ55 | 1 |
| Blow molding machine | φ75 | 1 |
| Coordinate measuring machine (CMM) | - | 1 |
| Profile projector | - | 1 |
| Insulation tester | - | 1 |
| Pressure (withstand) tester | - | 1 |
Production System|Production with a Stable "Operational Design"
Quality is determined less by equipment than by "how the process is run."
Our site standardizes control points, inspection criteria, records and nonconformity handling,
building an operation that keeps quality from drifting even in overseas production.
| Work shift | Production capacity | Use of outsourcing | Emergency response |
|---|---|---|---|
| Day shift (8:00–17:00) * Headcount & shifts adjustable as needed |
From small lots to mass production (quantities & operating conditions adjusted per project) |
Flexible coordination for surface treatment, additional processing, etc., per process characteristics | Available (prioritizing minimal lead-time impact via priority scheduling and changeovers) |
Response Structure|Speeding Up Decisions on Volume & Quality
In overseas production, "slow decision-making" becomes a quality risk.
Our site has built a structure and coordination flow to speed up on-site decisions,
driving launch and quality issues to resolution with a sense of speed.

Organization
| Employees | 31 |
|---|
Achieving Identical Quality at the Overseas Site
Quality variation and rework hit not just cost but also lead time and trust.
Our site aims for stable production and highly reproducible quality by standardizing to headquarters' criteria and embedding the operation.
A System to Stabilize Quality & Production at the Overseas Site
- Unified standard work and training
We standardize work procedures and inspection points and make training consistent, so quality doesn't collapse when the operator changes. - Visualization of in-process quality
We unify records and judgment criteria so defects and rework can be grasped by process, enabling early detection and recurrence prevention. - Change management (drawings, specs, conditions)
We turn drawing / material / process changes into rules, managing notification, approval and records end-to-end to prevent rework from miscommunication. - Audit-and-correction cycle
Periodic audits eliminate the "assumed-to-be-done" mindset, building deviation detection and correction into the system so on-site improvement never stops. - Embedding data operations (forms, records)
We organize person-dependent paper/Excel management into a unified, minimal record set, lining up the inputs for quality and improvement decisions.

Unified Quality Standards
- Inspection criteria and judgment rules unified with headquarters
- Defect classification (cause / phenomenon) aligned to speed up recurrence prevention
- Regular quality-data review meetings so improvement never stops
Systematizing Stable Production
- Standardizing process conditions to suppress variation
- Focused control of critical processes to detect anomalies early
- Clear response flows when trouble occurs, for faster recovery

Supply Chain Coordination
- Documenting quality conditions with suppliers and subcontractors
- Operating rules to share changes, delays and defects
- A structure that supports both lead time and quality "by design"
If You're Struggling with Mass Production or Quality Control of Resin Molding, Talk to Us
Are you running your overseas factory on "the assumption you can see it"?
We run mass-production launch / in-process quality / pre-shipment inspection as a system.
Frequently Asked Questions
- Appearance and dimensional defects in mass production won't go down
- Yes — cases where defects won't stop at the mass-production stage are common.
We break down process conditions, mold condition, jig accuracy and inspection criteria one by one,
pinpoint "where the variation is being created,"
and then propose improvements that settle into reproducible conditions.
Beyond a temporary fix, we can build a system that stays stable in mass production.
- I don't want to fail in the launch phase
- Failure at the launch stage has a big impact on downstream processes and mass-production cost.
We get involved from the prototype and early-production stages,
surfacing gaps between design intent and on-site conditions early.
Because we emphasize "eliminating every uncertainty before mass production,"
we can keep rework and unexpected trouble to a minimum.
- I'm uneasy leaving it to the local site — I want a framework for inspection and reporting
- Yes, that unease is entirely understandable.
Rather than relying on on-site judgment, so anyone can grasp the situation,
we organize inspection items, judgment criteria and reporting formats
and build a reproducible "inspection & reporting framework."
We aim for a state that prevents person-dependence and can be shared inside and outside the company.
- I want to consult on extrusion and blow molding together, in one place
- Yes — rather than handling a single process, we respond from a whole-optimization viewpoint that includes upstream and downstream processes.
Considering the characteristics of extrusion and blow molding,
we organize everything from condition setting and quality risk to points of caution in mass production,
and propose it as "connected process design."
If you'd like to consolidate your point of contact, you can consult us with peace of mind.